| Настя
Offline
| Дата: Среда, 16.11.2011, 21:47 | Сообщение # 1
|

Модераторы
Сообщений: 157
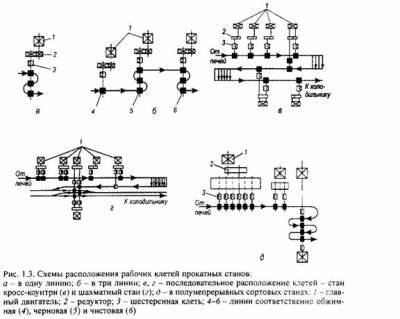
| По расположению рабочих клетей прокатные станы подразделяют на од- ноклетьевые, линейные, с последовательным расположением, полунепрерыв¬ные и непрерывные (рис. 1.3).
Одноклетьевой стан имеет одну клеть и привод от электродвигателя через редуктор и шестеренную клеть с помощью муфт и шпинделей на валки (в самом общем случае). К этим станам относят блюминги, слябинги и листовые. Большинство станов с более сложным расположением клетей представляют собой различные варианты взаимной компоновки одно - клетьевых станов.
Значительная часть эксплуатируемых сейчас станов - многоклетьевые, с ли-нейным и главным образом последовательным расположением клетей. Линейные станы наиболее просты и дешевы. Недостаток этой схемы (рис. 1.3, в и г) состоит в том, что частота вращения валков всех клетей одинакова, что значительно сдерживает производительность, так как длина полосы возрастает от первой к последней клети. Для устранения этих недостатков клети размещают не в одну, а в две и более линий, в каждой из которых частота вращения валков выше, чем в предыдущей. Станы этого типа нереверсивны, их используют на старых заводах для пакетной прокатки тонкого листа, сортовой прокатки, на проволочных, рельсобалочных, толстолистовых станах.
В станах с последовательным расположением клетей заготовка прокатывается в каждой последующей клети, как правило, один раз. Возможен вариант, когда в пер¬вой клети прокатка осуществляется за несколько проходов. В этом случае первую клеть называют черновой, а последнюю чистовой. На станах с последовательным расположением клетей производительность выше, чем у одноклетьевых и линейных, выше и качество продукции благодаря определенной специализации клетей.
При последовательном расположении расстояние между клетями возрастает от первой клети к последней, так как увеличивается длина раската. С целью сокращения длины цеха и лучшего использования его площадей клети можно располагать в несколько параллельных линий (стан кросскоунтри), в шахматном порядке (шахматные станы). Особенность этих станов - увеличение скорости прокатки в каждой последующей клети, причем нарастание скорости идет пропорционально вытяжкам в соответствующих клетях.
На сортовых станах, у которых последние клети располагаются в шахматном порядке, оборудование размещают компактно, и при этом сохраняются преиму-щества станов с зигзагообразным расположением клетей.
Полунепрерывные станы состоят из двух групп клетей: непрерывной и линейной (или последовательной). При прокатке в непрерывной группе клетей металл находится одновременно во всех клетях, далее металл прокатывают по схемам, описанным выше. На этих станах ведется прокатка полосы, мелкого сорта и проволоки.
Во время прокатки в непрерывных станах металл находится одновременно в нескольких клетях, расположенных в один ряд на небольшом расстоянии друг от друга. Расход металла в единицу времени в каждой клети должен быть постоянным и равным

Постоянство секундных объемов достигается постепенным увеличением скоростей от первой клети к последней.
Непрерывные станы характеризуются высокой производительностью, удобством обслуживания оборудования и занимают небольшую площадь. На этих станах прока¬тываются мелкий сорт, проволока, полоса, рулонный холоднокатаный лист и жесть.
|
| |
| |