|
КАЛИБРОВКА ИНСТРУМЕНТА ПРОШИВНЫХ СТАНОВ
|
|
| Настя
Offline
| Дата: Четверг, 24.11.2011, 00:14 | Сообщение # 1
|

Модераторы
Сообщений: 157
| В понятие калибровки инструмента прошивного стана входит определение геометрических размеров и построение профиля вал¬ков, оправок и линеек.
Калибровка определяется типом прошивного стана, характе¬ром деформации и технологическими требованиями, на основании которых инструмент должен обеспечивать: получение гильз требу¬емых геометрических размеров с высоким качеством наружной и внутренней поверхностей; хорошие условия захвата и нормальную устойчивость процесса деформации; высокую производитель¬ность при минимальном расходе энергии; повышенную стойкость инструмента и возможность осуществления процесса для широкого сортамента гильз.
Калибровка бочковидных валков прошивных станов
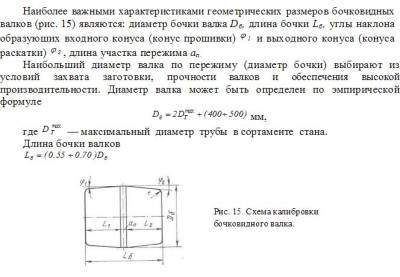
На многих прошивных станах валки имеют одинаковую длину конуса прошивки L1 и раскатки L2, т. е. L1 = L2. Когда необхо¬димо поднять диаметр гильзы, используя тот же диаметр заготовки, пережим смещают в сторону входа заготовки на 50—70 мм.
Необходимая длина конуса раскатки L2 определяется в зависимости от допустимого обжатия заготовки по диаметру в пережиме εп, исходя из равенства
Для расчета по этой формуле диаметры гильзы Dг и заготовки D3 принимаются из условия максимально возможной разности (Dг - D3)
Величину εп принимают не выше рекомендуемых значении критического обжатия.
На основании теоретических и экспериментальных данных угол образующей входного конуса деформации принимают равным 2÷5°, а выходного конуса = 3÷6,5°.
Углы конуса прошивки и конуса раскатки валка можно принимать равными углам входного и выходного конуса очага деформации лишь при малых углах подачи (5÷8°).

|
| |
| |
|
| Настя
Offline
| Дата: Четверг, 24.11.2011, 00:20 | Сообщение # 3
|
Модераторы
Сообщений: 157
| Форма оправок определяется их назначением. Известны три формы (рис. 19): сменная, несменяемая (водоохлаждаемая) и оправка для второй прошивки.
Оправки сменные и несменяемые состоят из четырех участков: носик оправки, рабочий конус, конус поперечной раскатки и цилиндрический поясок или обратный конус. Носик оправки внедряется в металл и изменяет характер его течения так, что в непосредственной близости от носика металл неплотно соприкасается или совсем не соприкасается с оправкой, что значительно снижает ее разогрев и увеличивает срок службы. Сменные оправки больших диаметров и водоохлаждаемые иногда делают без цилиндрического носика, так как у них лучшие условия для отвода тепла.

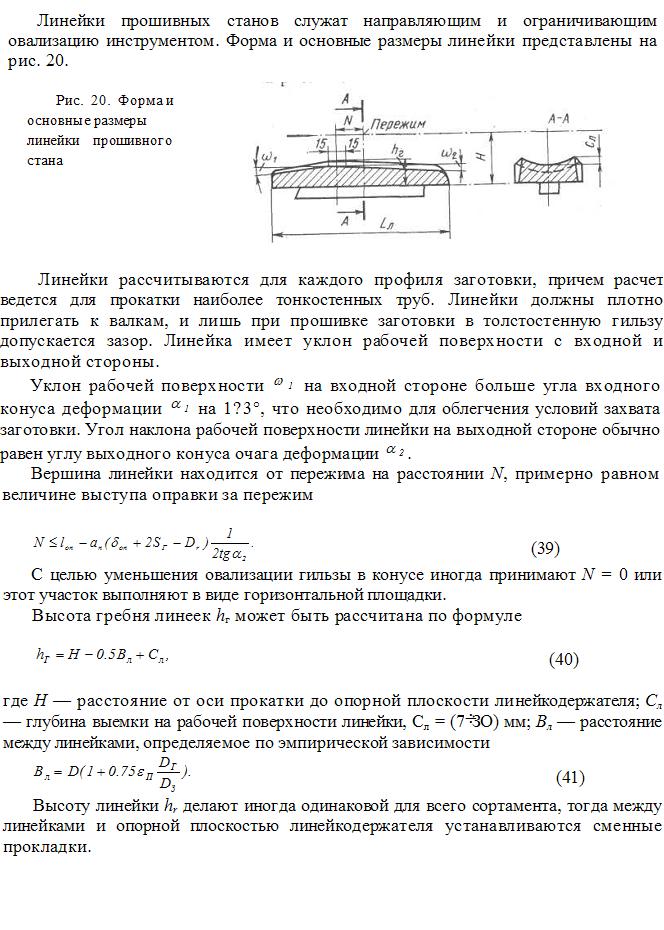
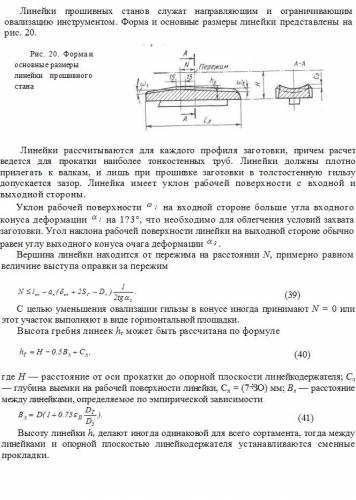
Калибровка линеек прошивных станов
Линейки прошивных станов служат направляющим и ограни¬чивающим овализацию инструментом. Форма и основные размеры линейки представлены на рис. 20.
|
| |
| |