| Настя
Offline
| Дата: Среда, 23.11.2011, 20:52 | Сообщение # 1
|

Модераторы
Сообщений: 157
| Валковая арматура (проводки)
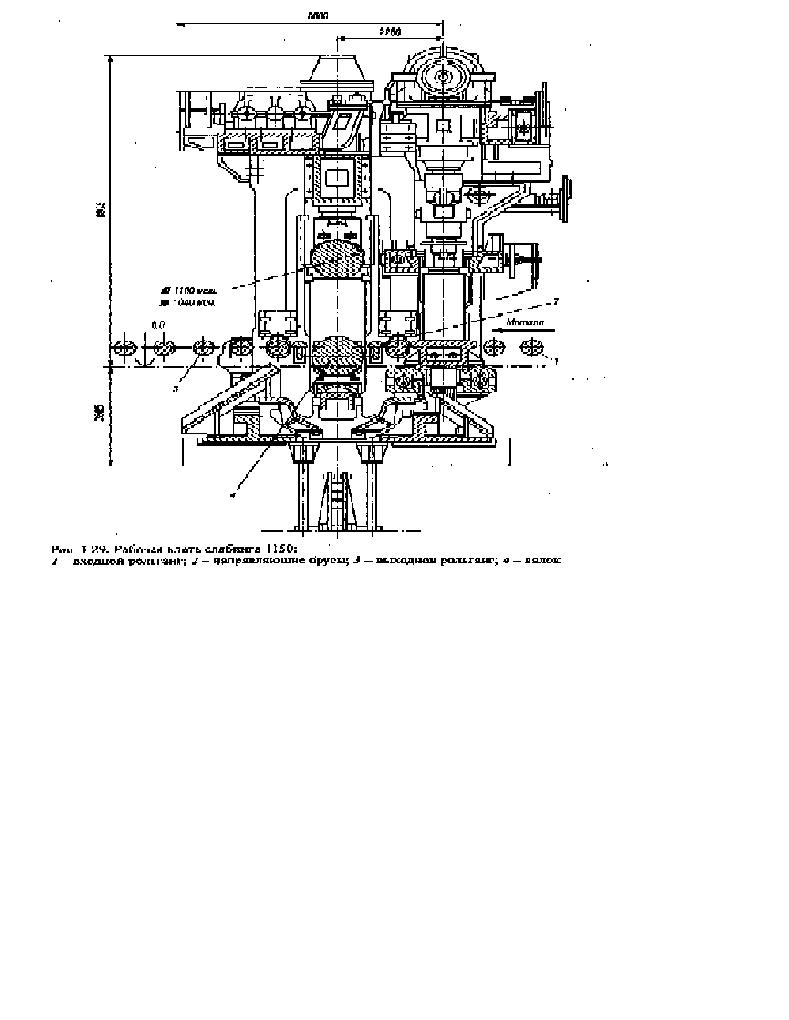
На всех прокатных станах (за исключением клетей, оборудованных манипуляторами) необходимое направление полос при их задаче и выходе из валков осуществляется с помощью вводных и выводных проводок. Проводки должны удовлетворять следующим требованиям: передавать раскат из клети в клеть, удерживать его в определенном положении, обеспечивать высокое качество проката. Кантующие проводки, помимо перечисленных выше требований, должны обеспечивать точную кантовку проката. Для устранения рисок, образующихся на прокатываемом металле вследствие трения в неподвижных проводках, и для облегчения задачи металла в валки применяют роликовые проводки. На крупных обжимных станах металл задается в валки роликами рольганга и выдается из валков на ролики выводного рольганга. Специальных проводок на этих станах нет. Чтобы металл из валков не ушел под рольганг, между валками и роликами рольганга устанавливают направляющие брусья, которые предохраняют также ролики от удара переднего конца полосы (рис. 1.29).

Для сортовых и листовых станов соответственно устанавливают проводки и проводковые столы. Выбор и установка арматуры существенно влияют на производительность прокатного стана и на получение точных размеров и качественной поверхности проката. Поэтому проектированию, конструированию, подготовке и
установке валковой арматуры уделяют серьезное внимание.
Детали валковой арматуры в процессе работы испытывают значительные динамические воздействия со стороны полосы, поэтому их делают достаточно прочными и надежно закрепляют. При этом крепление не должно затруднять успешной регулировки и быстрой замены в случае необходимости.
На сортовых станах проводки устанавливают на опорных брусьях, закрепленных в специальных пазах с обеих сторон валков параллельно их оси. На непрерывных станах брусья каждой группы клетей имеют одинаковую конструкцию и позволяют осуществлять установку проводок непосредственно в гнезда, шаг которых соответствует размещению калибров на валках. Число гнезд равно числу одновременно прокатываемых полос в клети.
Такая конструкция брусьев облегчает переход на прокатку в новых калибрах, при этом вводной брус вместе с установленными на нем проводками перемещается на величину шага между калибрами. Также производится демонтаж и установка выводной арматуры. Пропуски и проводки в гнездах крепят клиньями, а положение бруса в вертикальной плоскости относительно оси прокатки регулируется винтовыми домкратами.
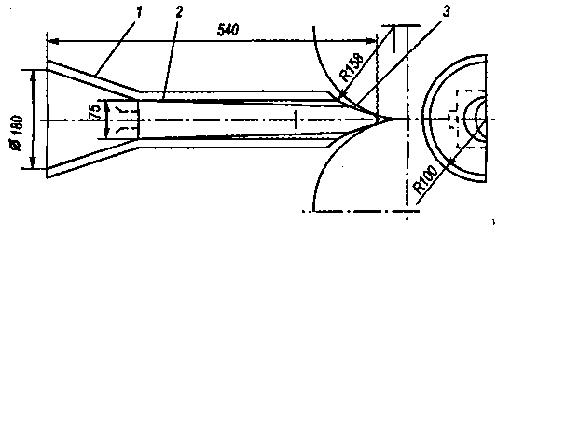
Конструкция вводной арматуры во многом определяется калибровкой валков (рис. 1.30)
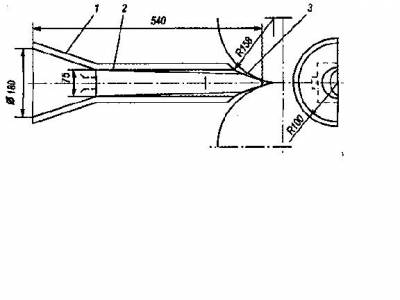
Рис. 1.30. Вводной пропуск при задаче овальной полосы в «ребровой» овал
Вводной пропуск можно разделить на три участка: воронка 1, направляющая 2 и рабочая 3 части. Воронка обеспечивает улавливание переднего конца полосы, направляющая и рабочая части удерживают и направляют полосу в калибр.
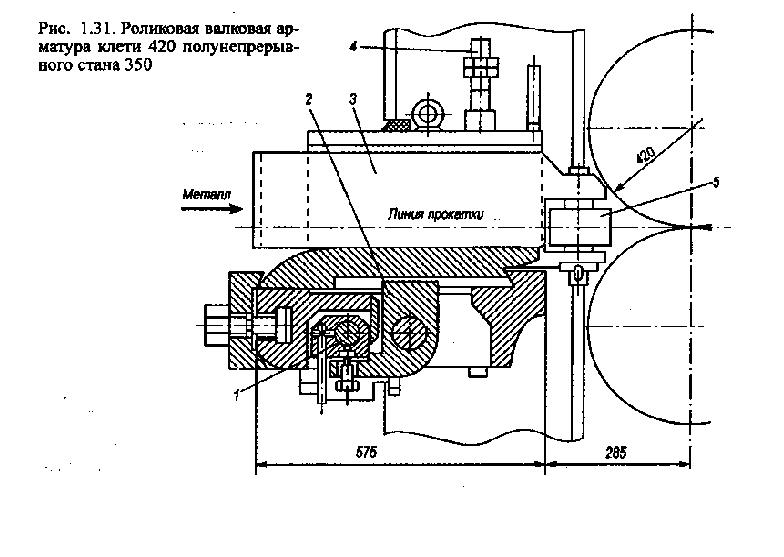
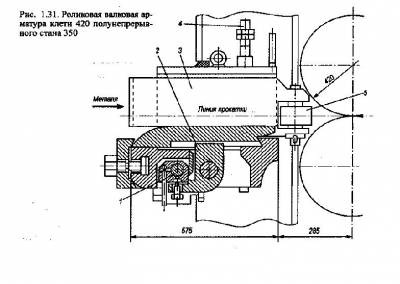
Широкое распространение получили проводки качения (роликовые), обеспечивающим свободное продвижение переднего конца полосы к валкам, устойчивое удержание полосы от осевого смещения, удобство, простоту настройки и хорошее состояние поверхности готового проката. На рис. 1.31 показана конструкция роликовой проводки клети 420.
|
| |
| |
| Настя
Offline
| Дата: Среда, 23.11.2011, 20:56 | Сообщение # 2
|
Модераторы
Сообщений: 157
| Вводную коробку 3, закрепленную на брусьях 2, устанавливают против соответствующего калибра при помощи ручных винтовых приводов 1. Для уменьшения износа проводок и облегчения входа металла в валки и выхода из них предусмотрены водоохлаждаемые ролики 5. Регулировка арматуры по высоте осуществляется болтами 4. Выводные проводки предназначены для отделения выходящего конца полосы от поверхности калибра и придания ему правильного направления движения. Форма рабочих поверхностей проводок соответствует сечению полосы.
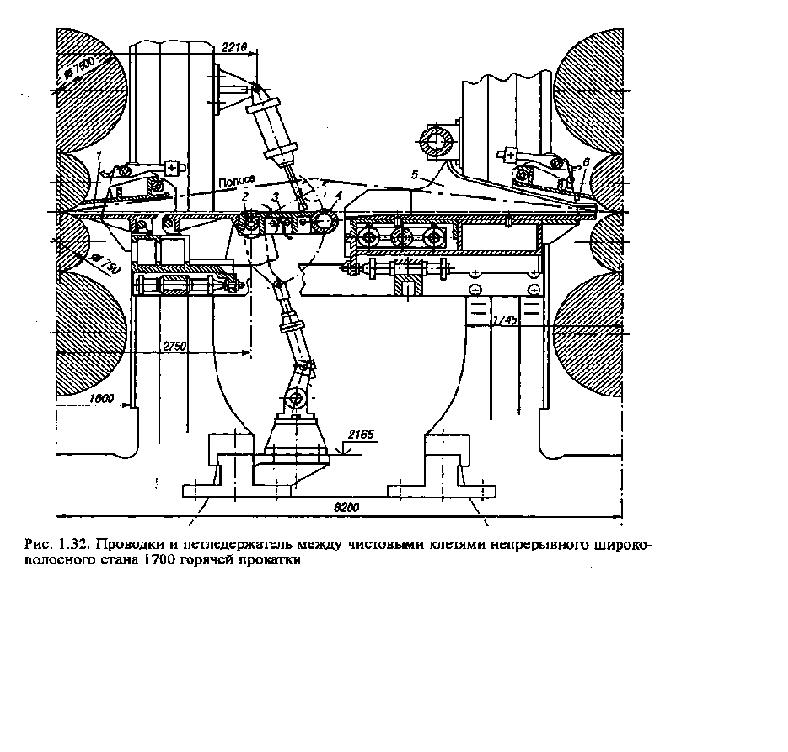
Проводковые и пресс-проводковые столы устанавливают на тонколистовых станах. При горячей прокатке полосы в чистовой группе непрерывных широкополосных станов вследствие несогласованности скоростей между клетями образуется петля металла. Для поддержания натяжения между клетями устанавливают петледержатель (рис. 1.32).
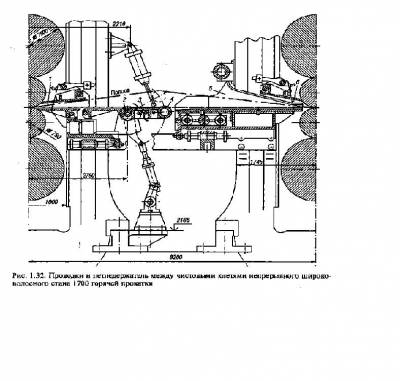
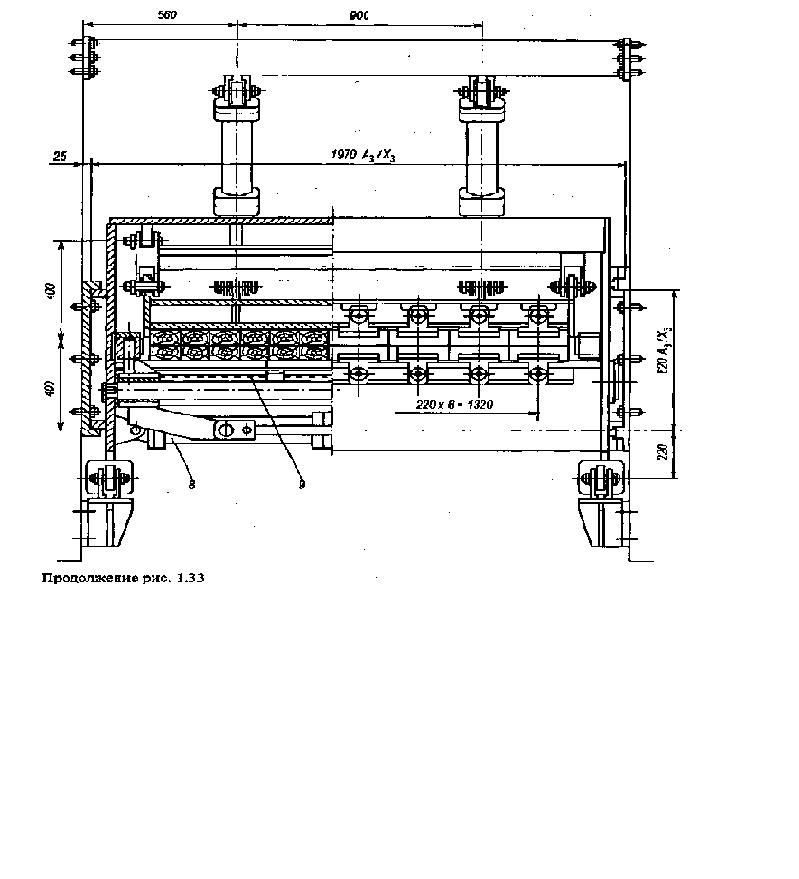
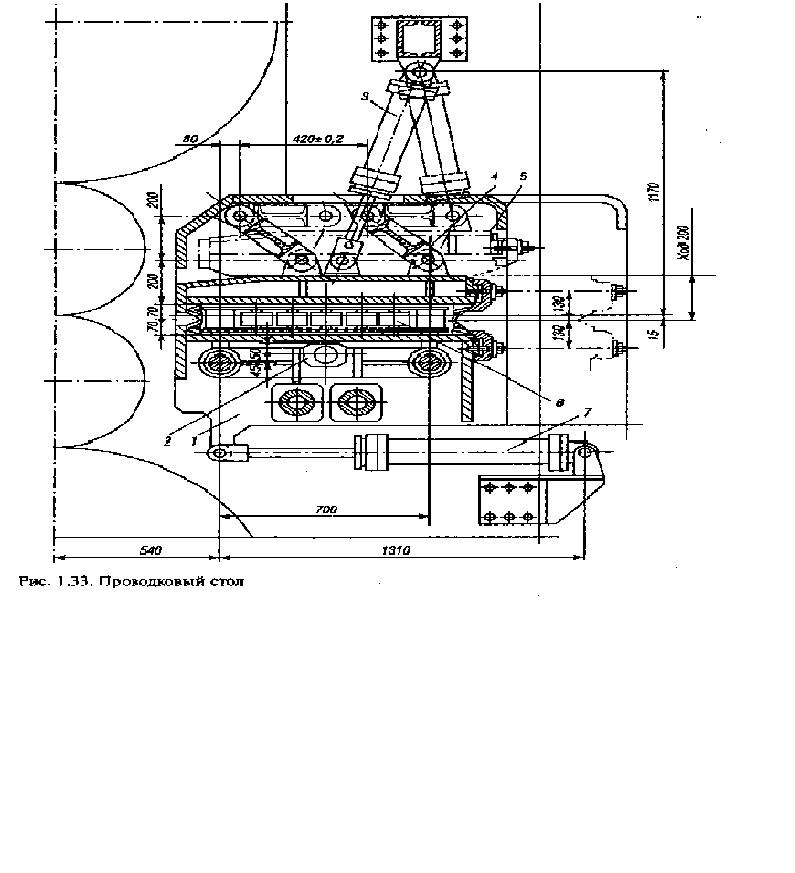
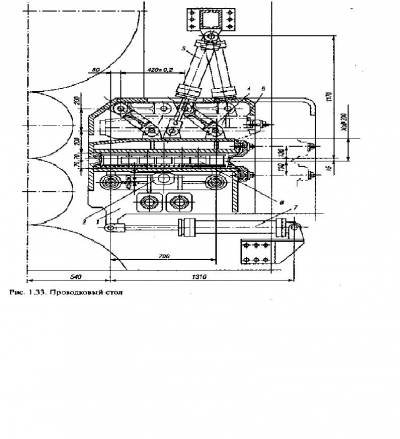
При помощи выводных проводок 1, боковых линеек 5 и вводных проводок 6 полоса, выходящая из предыдущей клети, направляется в валки последующей клети. При этом электромагнитные регуляторы автоматически вклю¬чают электродвигатель, поворачивающий вал 2 и рычаг 3 с холостым роликом 4 на конце. Холостой ролик будет стремиться занять положение, указанное пунктиром, благодаря чему полоса будет находиться под некоторым натяжением. На конце вала 2 установлен сельсин-регулятор, дающий команду на уменьшение (увеличение) частоты вращения главного электродвигателя привода валков следующей клети. На некоторых непрерывных станах холодной прокатки жести и цветных металлов у первой клети устанавливают плоский проводковый стол (рис. 1.33).
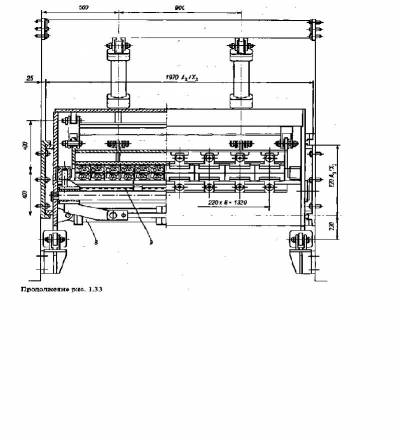
Провод ковый стол имеет сварную раму 7, в которой установлены гидроцилиндры 3 для прижатия верхнего подвижного стола 5. Стол качается на четырех рычагах 4, обеспечивающих ему возвратно-поступательное движение. Для перемещения вертикальных центрирующих роликовых проводок 6 служат два гидроцилиндра S, а для выдвижения стола во время перевалки валков - два гидроцилиндра 7. Для синхронизации роликовых проводок на раме установлен винт 9 с двумя гайками 2, которые служат упорами, ограничивающими ход роликовых проводок. Проводковый стол установлен в направляющих, закрепленных на станинах рабочей клети, и зафиксирован от перемещения боковыми упорами
|
| |
| |