|
| Настя
Offline
| Дата: Среда, 23.11.2011, 23:39 | Сообщение # 2
|

Модераторы
Сообщений: 157
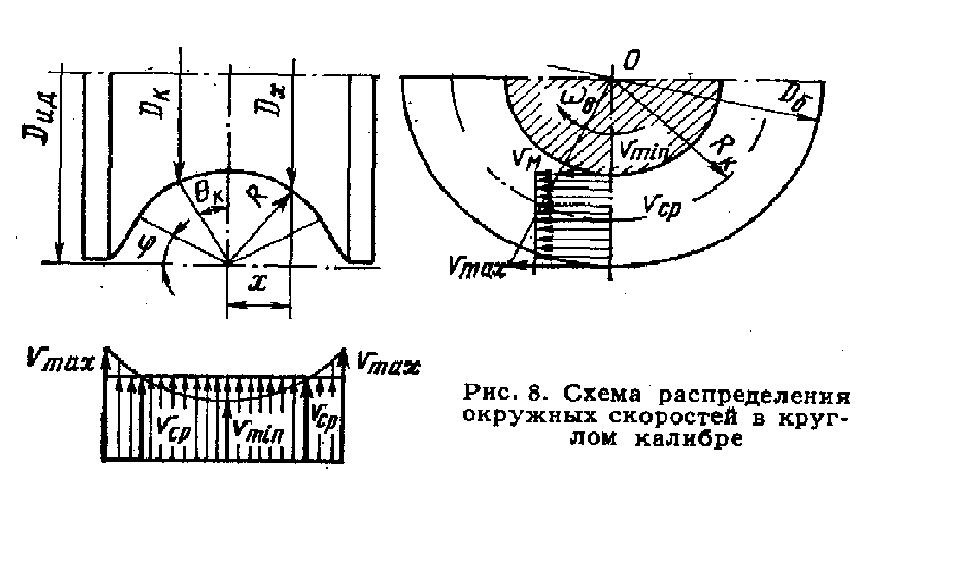
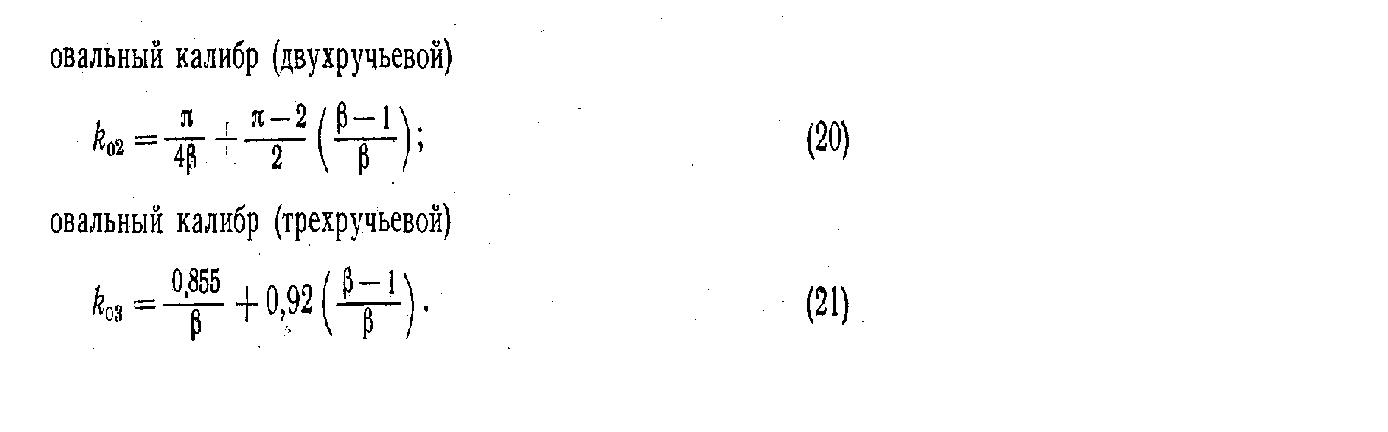
| круглый калибр с выпуском по дуге
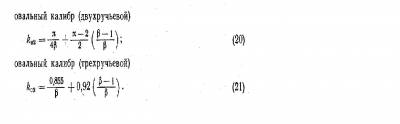
Однако скорость выхода трубы не определяется средним диаметром, так как, кроме геометрического фактора, на скорость металла при прокатке оказывает влияние натяжение или подпор,

степень деформации, соотношение диаметров валков и калибра, толщина стенки трубы, коэффициент трения металла по валкам и оправке и др.
Поэтому скорость выхода трубы из валков определяется катающим диаметром Dк, который больше среднего диаметра на величину условного коэффициента опережения ωу

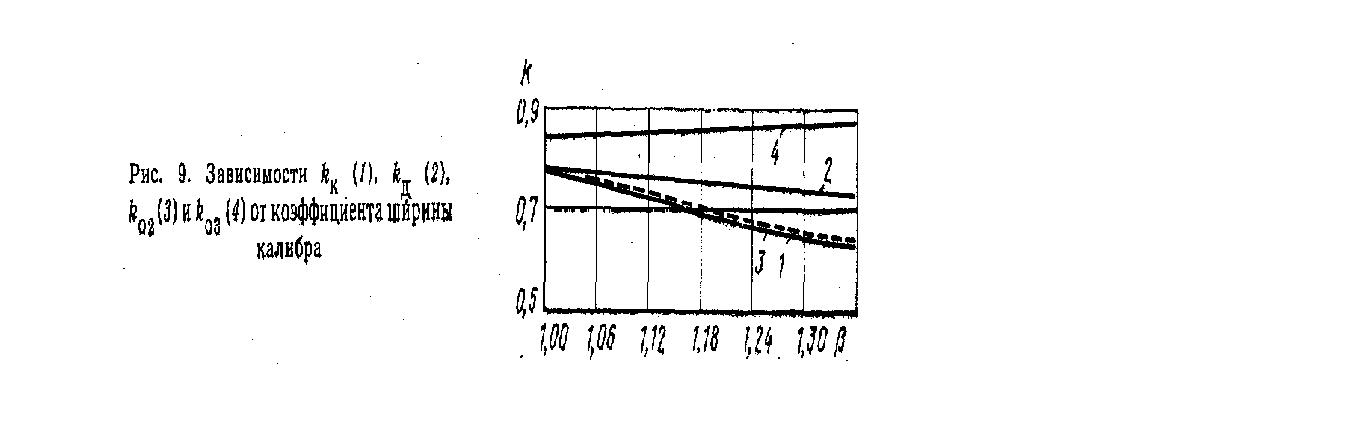
Зависимости коэффициентов k представлены на рис. 9. Значения ωу определяются конкретными условиями прокатки и будут рассмотрены в последующих разделах.
В точках калибра, которым соответствует диаметр валка, меньший Dк металл перемещается со скоростью, большей окружной скорости валков, т. е. происходит опережение металла, а в точках калибра, для которых диаметр валка больше катающего диаметра, наблюдается отставание металла. Весь очаг деформации металла можно разбить на зону опережения и зону отставания. Все точки калибра, относящиеся к кривой, разграничивающей эти две зоны, имеют окружную скорость, совпадающую со скоростью перемещения металла.
Скорость относительного скольжения металла по валкам является причиной их износа. В вершине калибра — максимальное давление и, следовательно, происходит максимальный износ ручья, поэтому для характеристики скольжения металла и практических расчетов пользуются коэффициентом наибольшего опережения в вершине калибра (в дальнейшем — коэффициент опережения)

|
| |
| |